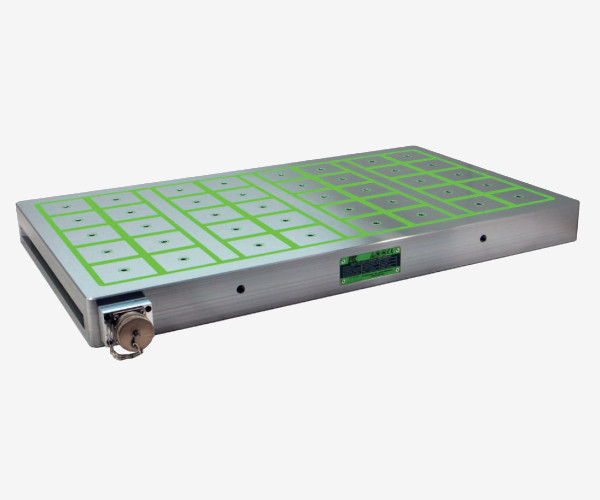
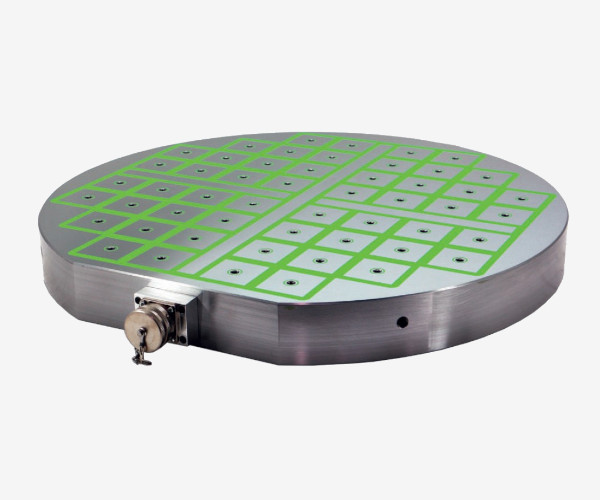
ELECTRO-PERMANENT MAGNETIC CHUCKS
The electro-permanent magnetic chucks represent the technological development of electromagnetic systems and manual permanent magnet chucks. The main advantage is that they require current only to change the state of the system, a few seconds to switch from OFF (DEMAG) to ON (MAG) and vice versa, overcoming the limit associated with the continuous current absorption of the electromagnets and that of the reduced forces of the manual chucks. The seal of the piece is therefore due to the magnetic field produced by the permanent magnets and not by the current as in the electromagnets, therefore there is no danger of detachment of the piece in the event of any failure of the power supply circuit or absence of power supply.
COMPLETE RANGE
FAQs
INFORMATIONS